新聞資訊中心News Center
13510230576
注塑成型是一門工程技術,它所涉及的內容是將塑料轉變為有用并能保持原有性能的制品。注射成型的重要工藝條件是影響塑化流動和冷卻的溫度,壓力和相應的各個作用時間。
一、溫度控制
1、料筒溫度
注射模塑過程需要控制的溫度有料筒溫度、噴嘴溫度和模具溫度等。前兩個溫度主要影響塑料的塑化和流動,而后一種溫度主要是影響塑料的流動和冷卻。每一種塑料都具有不同的流動溫度,同一種塑料,由于來源或牌號不同,其流動溫度及分解溫度是有差別的,這是由于平均分子量和分子量分布不同所致,塑料在不同類型的注射機內的塑化過程也是不同的,因而選擇料筒溫度也不相同。
2、噴嘴溫度
噴嘴溫度通常是略低于料筒最高溫度的,這是為了防止熔料在直通式噴嘴可能發生的“流涎現象”。噴嘴溫度也不能過低,否則將會造成熔料的早凝而將噴嘴堵死,或者由于早凝料注入模腔而影響制品的性能。
3、模具溫度
模具溫度對制品的內在性能和表觀質量影響很大。模具溫度的高低決定于塑料結晶性的有無、制品的尺寸與結構、性能要求,以及其它工藝條件(熔料溫度、注射速度及注射壓力、模塑周期等)。
二、壓力控制
注塑過程中壓力包括塑化壓力和注射壓力兩種,并直接影響塑料的塑化和制品質量。
1、塑化壓力
(背壓)采用螺桿式注射機時,螺桿頂部熔料在螺桿轉動后退時所受到的壓力稱為塑化壓力,亦稱背壓。這種壓力的大小是可以通過液壓系統中的溢流閥來調整的。在注射中,塑化壓力的大小是隨螺桿的轉速都不變,則增加塑化壓力時即會提高熔體的溫度,但會減小塑化的速度。
此外,增加塑化壓力常能使熔體的溫度均勻,色料的混合均勻和排出熔體中的氣體。一般操作中,塑化壓力的決定應在保證制品質量優良的前提下越低越好,其具體數值是隨所用的塑料的品種而異的,但通常很少超過20公斤/平方厘米。
2、注射壓力
在當前生產中,幾乎所有的注射機的注射壓力都是以柱塞或螺桿頂部對塑料所施的壓力(由油路壓力換算來的)為準的。注射壓力在注塑成型中所起的作用是,克服塑料從料筒流向型腔的流動阻力,給予熔料充模的速率以及對熔料進行壓實。
三、成型周期
完成一次注射模塑過程所需的時間稱成型周期,也稱模塑周期。成型周期直接影響勞動生產率和設備利用率,因此在生產過程中,應在保證質量的前提下,盡量縮短成型周期中各個有關時間。在整個成型周期中,以注射時間和冷卻時間最重要,它們對制品的質量均有決定性的影響。注射時間中的充模時間直接反比于充模速率,生產中充模時間一般約為3~5秒。
注射時間中的保壓時間就是對型腔內塑料的壓力時間,在整個注射時間內所占的比例較大,一般約為2~120秒(特厚制件可高達5~10分鐘)。在澆口處熔料封凍之前,保壓時間的多少,對制品尺寸準確性有影響。保壓時間也有最惠值,已知它依賴于料溫、模溫以及主流道和澆口的大小。
如果主流道和澆口的尺寸以及工藝條件都是正常的,通常即以得出制品收縮率波動范圍最小的壓力值為準。冷卻時間主要決定于制品的厚度,塑料的熱性能和結晶性能,以及模具溫度等。冷卻時間的終點,應以保證制品脫模時不引起變動為原則,一般約在5~120秒鐘之間。
冷卻時間過長沒有必要,不僅降低生產效率,對復雜制件還將造成脫模困難,強行脫模時甚至會產生脫模應力。成型周期中的其它時間則與生產過程是否連續化和自動化以及兩化的程度等有關。
文章來源:微注塑
文章鏈接:中塑在線 http://info.21cp.com/zhishi/Jixie/201906/1556541.htm

深圳市君強實業有限公司是一家專業從事模具曬紋,蝕紋,咬花,精加工企業.創始人于1999年進入模具蝕紋行業,擁有21年豐富行業經驗,帶領的團隊中有8位資深高級技術人員和12中高級及技術人員,另外還組建了6位服務保障團隊,公司總部位于深圳市公明鎮。

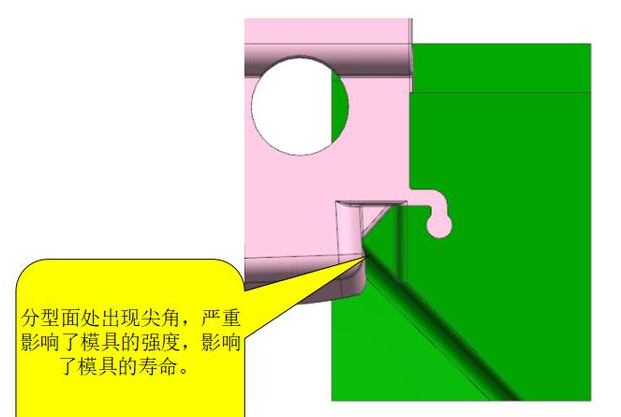
構成模具型腔的零件統稱為成型零件,它主要包括凹模、凸模、型芯、鑲塊、各種成型桿、各種成型環。由于型腔直接與高溫高壓的塑料相接觸,它的質量直接關系到制件質量,因此要求它有足夠的強度、剛度、硬度、耐磨性,以承受塑料的擠壓力和料流的摩擦力,有足夠的精度和較低的表面粗糙度(一般R0.4μm以下),以保證塑料...

深圳市君強實業有限公司是一家專業從事模具曬紋,咬花,精加工企業。我們尊崇“誠信鑄就品質,質量贏得市場”的企業精神,營造良好的服務環境,以全新的管理模式、放心的品質,合理的價格為生存的根本。我們始終堅持客戶至上,攜手新老客戶一道共創美好的未來!...
查看詳情
君強上周就接待了一個日資企業,一開始他們對于模具的要求也是非常的高,也是因為當地很多模具曬紋廠家都無法達到他們的標準要求。因此找到了我們君強,在經過君強的相關評估,以及結合以往的模具加工案例,最后選擇的君強。 ...

模具咬花分為兩種,對稱形和非對稱形,具體如下:1.有對稱形圖紋如正方形對應,圓形對應;2.非對稱形圖紋,花紋,木紋,類似家裝材料瓷磚的圖紋,這個紋理當然不是平的,是有紋理的,有立體感的,有凹凸不來的 ...

模具咬花分為兩種,對稱形和非對稱形,具體如下:1.有對稱形圖紋如正方形對應,圓形對應;...

ASUS是大家都很熟悉的大公司,他們也選擇了君強公司… ...

君強
專業,更放心

多年研發經驗
造就優秀產品質量

所有產品均可開具增
值專用發票

產品技術支持
7x24小時保障
 模具曬紋咨詢掃一掃
模具曬紋咨詢掃一掃
 掃描進入手機網站
掃描進入手機網站